iB井上ボーリングが積極的に展開してきたICBM®技術。内燃機ファンの間ではもはや当たり前であり、“高性能な技術”としても認識評価されている。本記事ではこのICBM®技術にあらためて注目。その特徴を未体験のユーザーにお知らせできればと考えている。
●文/写真:たぐちかつみ(モトメカニック編集部) ●外部リンク:iB井上ボーリング
アルミスリーブは圧倒的な放熱性を誇る
iB井上ボーリング(以下iB)が取り扱う内燃機加工修理の中で、とくに、大きなシェアを占めているのが“空冷エンジン”のシリンダー。
減らないアルミシリンダー「ICBM®」の主力機種でもあるカワサキZ2/Z1はもちろん、ホンダCB750やヤマハDT-1にカワサキトリプルなどなど。とくにカワサキトリプルは、大型モデルのH1/H2に限らず、ミドル系シリーズモデルへの施工依頼も数多くある。
1980年に登場したヤマハRZあたりから、市販車も水冷エンジンへと移行していくが、加工依頼は1960〜1970年代モデル用が圧倒的に多いそうだ。
空冷のエンジンは、冷却フィンの造形が美しくモデルごとに特徴があり、水冷エンジンのノペっとした印象とは大きく異なっている。
造形が美しい冷却フィンの空冷エンジンはとても魅力的だが、やはり冷却性能という点では、水冷のエンジンに分があるのは認めざるを得ない。シリンダー全体を均一に冷やすという点で、水冷式には圧倒的なメリットがある。
冷却性能という点ではやや苦しい空冷エンジンだが、もともとは“鋳鉄の塊”だったので、アルミシリンダーの中に鋳鉄のスリーブが圧入(あるいは鋳込み)されるようになったことで、冷却フィンを介して放熱性は大きく改善されている。
アルミと鋳鉄では熱伝導性に大きな違いがあり、アルミははるかに放熱性が優れている。熱伝導率を数値で表すと、純鉄が67で、黒鉛が潤滑の役割を果たすFCD=球状黒鉛鋳鉄が35前後、それらに対してアルミニウムは204(熱伝導率の単位は[W/mK])となっている。
同じ鉄でも鋳鉄は純鉄より熱伝導率が低く、放熱しにくい素材だとわかる。しかしながら、耐摩耗性が高く、それをコントロールしやすいのも鋳鉄(含有成分のさじ加減で耐摩耗性が変化する)だ。一方で、これがアルミ製になると、熱伝導率は一気に向上し、放熱性が圧倒的に良くなることが理解できる。
実際、シリンダーに限らず電子部品などにも、アルミ製ヒートシンクというシリンダーフィンのような形状を持った部品が放熱のために使われている。一般に入手可能な金属の中では、銀や金と銅に次ぐ熱伝導率を誇っているのがアルミニウムなのだ。
そして、この中では、比較的安価なアルミが放熱性向上のための部品として多用されるのも、当然と言えば当然のことになる。そんな放熱性が唯一の目的ではないが、特殊めっき処理による耐摩耗性の向上や軽量という意味でも優れているため、シリンダースリーブにも、鋳鉄から特殊めっき処理の内径を持つアルミスリーブが採用されるようになっていった。
熱伝導率を元に放熱量を計算で出すのは困難だが、一例としてヤマハSR400のシリンダーをICBM®にしたところ、油温が同条件で10度近く低下した実績もあった。
もちろん計測条件によって結果は変わる場合もある。ちなみに、蓄熱することでも知られるステンレスのSUS304は、タンブラーやポット(魔法瓶)などにも使われているが、この素材の熱伝導率が16.0となっている。鋳鉄素材は、このステンレスと実は変わらない、金属の中でも放熱が良くない素材であることもわかる。
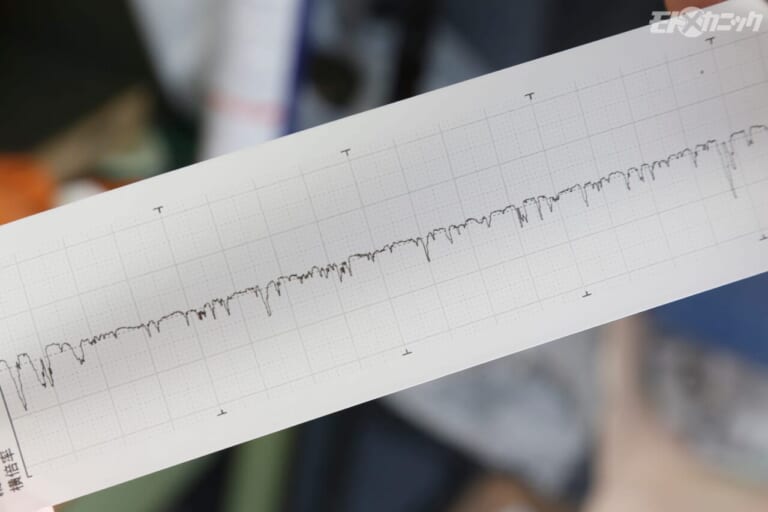
アルミめっきスリーブのICBM®におけるホーニング処理は、プラトーホーニングが標準指定となる。深い谷がオイル溜まりとなり、平滑な高原部分でピストンが摺動する。面粗度計による測定データ。

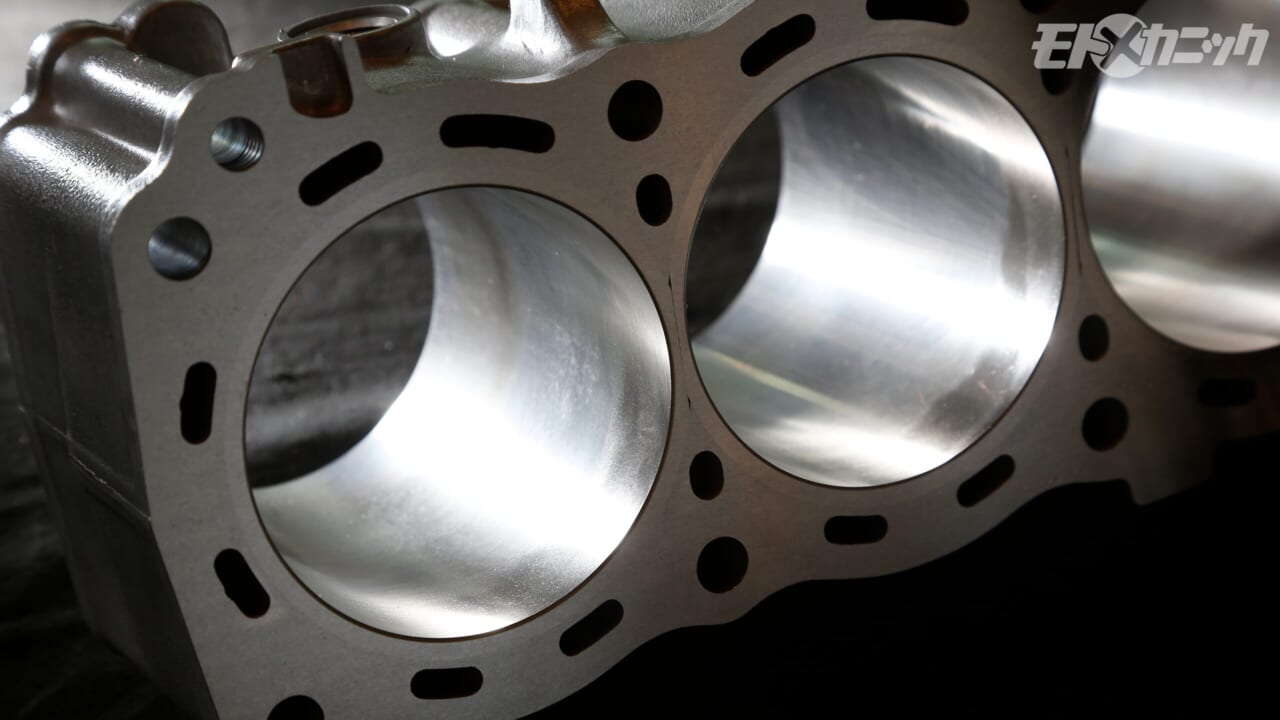
カワサキZ1用の純正鋳鉄スリーブ(左)とアルミスリーブ(ニッケルシリコンカーバイドの特殊めっき前)。手に持つことで驚くのが、その軽さの違いだ。ICBM®化によって圧倒的な軽量化も達成できる。
潤滑性と滑性。低フリクション性の向上
過去にiBでは、スズキGS750の4気筒シリンダーのうち、内側の2本をICBM®仕様にして、外側1本を純正スリーブのまま、もう1本の外側をiB製削り出し鋳鉄スリーブに変更するテストを行ったことがある。
もちろん4本とも同条件のホーニング処理で仕上げ、一定の距離を走行後に分解して、変化状況を確認したそうだ。純正鋳鉄スリーブと摺動したピストンを見ると、スカート部にはあきらかな縦キズが入っていて、見るからにザラザラしていたそう。
一方、ICBM®アルミめっきメッキスリーブと摺動したピストンは、指で触れてもツルツルすべすべしていたそうだ。指先で触れてみれば、その違いは誰にも明らかだった。
この摺動コンディションの違いは、ピストンスカート部だけに出るものではなく、とりわけ大きかったのがピストンリングにあったそうだ。つまり、ピストンリングの摩耗状態に違いがあった=大きな差が出たのだ。
一般にふたつの物体が摺動する場合、片方の硬度が高まれば、そちらの摩耗は減少するもの。その一方で、摺動する相手側は「摩耗量が増加したり、ダメージを受けたりするもの…」と想像されても無理はないことだろう。ICBM®のめっき硬度をユーザーへ伝えると、前述したような心配を抱く方がいても当然だろう。
ところが、実際この特殊めっきに起こる事態は、それとはまったく逆で、相手のピストンリング(ハードクロームめっきリングが大半)の摩耗も著しく減少させるのだ。
ひとつの理由として考えられるのは、メッキ後の“プラトーホーニング”が大きな役割を果たしていること。オイル溜まりとなる谷が深いながらも、実際にピストンリングが摺動する面が平滑に仕上げられていることによる効果だと考えられる。
それ以上に、ニッケルシリコンカーバイドを主成分にした特殊めっきが、ピストンリング外周に施されるハードクロームめっきとの相性を高めているようなのだ。もともとはドイツのマーレー社が開発した技術で、登録商標名は「ニカジル」として知られている。
iBのめっき処理を含め、マーレー社以外のめっき処理技術はニカジルと呼称することはできず、それ以外の各社のめっき技術は、それをさらに研究開発進化させためっき処理技術と言うことができる。内燃機関の内径=シリンダーへの適用のみを目的として開発されたものなのだ。
熱と圧力を受けつつ、その一方で、潤滑油のなかでの過酷な摺動という、極めて特殊な条件に適合した圧倒的な性能を持つめっき処理技術なのだ。
過去には、この特殊めっき処理技術以外にも、iBではあらゆるめっき処理技術をシリンダーに施し開発に挑戦しているが、8年の歳月を費やしても、十分な性能を持つものが見つからず、けっきょく高価なこのニッケルシリコンカーバイドの特殊めっきを採用するに至っている。
さらにその後は4年ほどを費やし、めっき治具への投資をすすめ、あらゆるシリンダーボアに対応できる体制を構築し、現在の状況になったのが2016年のことになる。現在では、ICBM®仕様への加工納品実績が1000を大きく超えている。「永久無償修理」制度も実施していて、ユーザーからの信頼も獲得しているのだ。

ヤマハSRのシリンダーにのみ刻まれるICBM®のシリアルナンバー。もちろん表示なしも選べる。オーバーヒート対策としてのICBM®も注目されている。ボアアップ時のシリンダーには最適の技術だ。

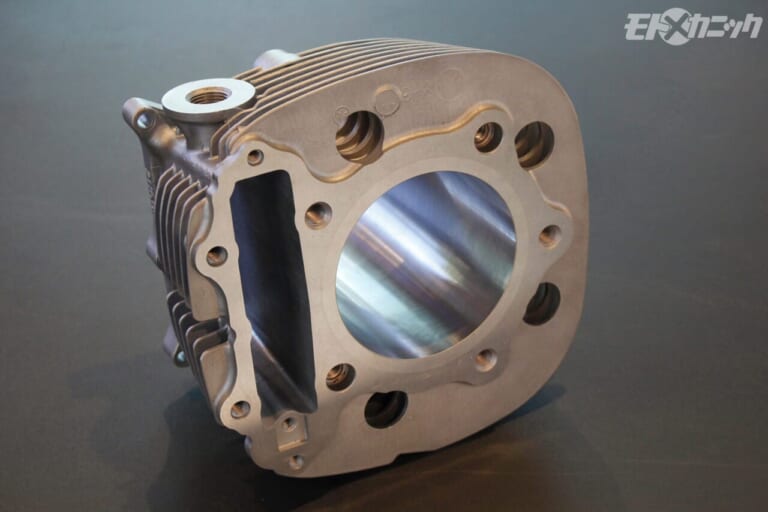
国産車や外車を問わずさまざまなモデルにICBM®技術が投入されている。各ポート孔がある2ストモデルの機種対応時にはダミースリーブを製作し、ポート形状を確認している。

ICBM®「永久無償修理」制度は、施工済み証明でもあるシリアルナンバー入りカードで管理されている。裏側にシリアルが削られたiBマークの削り出しキーホルダーストラップも付属。
※掲載内容は公開日時点のものであり、将来にわたってその真正性を保証するものでないこと、公開後の時間経過等に伴って内容に不備が生じる可能性があることをご了承ください。
ヤングマシンの最新記事
極太ステー×制振構造 本製品最大の特徴は、直径14mmの極太ステー。これにより未舗装路や荒れた路面でもミラーのブレを大幅に抑制。 さらにステー部分には衝撃緩和機構「FRジョイント」を採用することで、転[…]

4/4:ドゥカティ「スクランブラー・ナイトシフト・エメラルド」 ドゥカティの人気ネオクラシックモデルに、都会の夜を彩る新色「スクランブラー・ナイトシフト・エメラルド」が追加され、4月4日に発売となる。[…]

憧れのスーパースポーツ、でも「ふだん使いはキツい」と諦めていないか? スーパースポーツの鋭いスタイリングや圧倒的なパワーには惹かれるが、前傾のきついポジションや街中での扱いにくさに二の足を踏んでしまう[…]

フルカウルスポーツは日常使いでは疲れる…そんな悩みを過去にする カッコいいスポーツバイクに乗りたい。休日はワインディングを駆け抜け、その流麗なスタイリングをガレージで眺めたい。誰もが一度は抱く願いだ。[…]

狙い目はこれだ!豪華すぎる「モニター3大特典」 単なるアンケート回答とはワケが違う。JESIMAIKが提示した条件は、ライダーなら見逃せない内容となっている。 人気アイテムを1点プレゼント! 最新イン[…]

最新の関連記事(iB井上ボーリング)
熱膨張率の均一化によって様々なアドバンテージがある 2ストローク/4ストロークエンジンを問わず、エンジン性能を向上するためには様々な課題や問題がある。特に大きな課題は、“熱膨張率”に関わる問題だ。 「[…]

何よりも高耐摩耗性の実現 圧倒的な耐摩耗性を誇るのが、アルミめっきシリンダーの大きな特徴である。iB井上ボーリングが、アルミめっきスリーブを作ろうと考えた最大の理由は、同社の社是でもある「減らないシリ[…]

現代のめっきシリンダー技術を、往年の名車や旧車エンジンに オイル交換をしっかりかつ定期的に行っていても、長年乗り続けることでどうしてもすり減ってしまうのが鋳鉄シリンダースリーブ。そんな鋳鉄スリーブに対[…]

減らないシリンダーづくりを現実的にした技術「ICBM」 金属表面の硬度を表すひとつの基準にビッカース硬度がある。鋳鉄の硬度が45から、硬いスリーブ素材でも140程度のデータに対して、ICBM®シリンダ[…]

入手困難な旧車のパーツをクラウドファンディング 「群衆/Crowd×資金調達/Funding」という言葉を組み合わせた造語が「クラウドファンディング」。インターネットやSNSを通じて、不特定の賛同者に[…]

最新の関連記事(メンテナンス&レストア)
結束バンド「開封方法」 突然ですが、みなさんは結束バンドの袋の開け方ってどうしてますか? ごくごく一般的なのは、袋の上の部分をまっすぐ横方向にカットするやり方ではないでしょうか。実際「ここをカットして[…]

固着したネジと会ったら黄金ルールを思い出せ バイクをメンテナンスしたりレストアしたりしているとしょっちゅう出会うのがコレ「固着したネジ」です。 はい、今回も遭遇しました。古いモンキーのクラッチのカバー[…]

使い途の多い「加熱」。サンメカなら持っておきたいヒートガン メンテナンスではサビたネジを緩めたり固着したガソリンを除去したり、パリパリに固まったテープやステッカーを除去するなど、ボルトやビスを回す以外[…]

直ってなかったよリトルカブ 以前、エンジン始動不良になったリトルカブ。スパークプラグを“奥まで”掃除してエンジン始動。太く青白い火花が復活して「やった!原因はカーボンだったか!」と小躍りしていたワタク[…]

急がば回れの「ガソリンタンクのサビ退治」 「ガソリンタンクのサビ退治」つまりタンク内に発生したサビの除去作業以前に、必ずやらなくてはいけないのが、変質した残留ガソリンによるタールやワニス状汚れ除去であ[…]

人気記事ランキング(全体)
憧れのレトロバイク、でも「維持費」と「トラブル」が心配…そんな悩みを一掃する新星が登場 大型バイクは重くて車検も面倒。かといって中古のレトロバイクは故障が怖いし、維持費も馬鹿にならない。そんな悩みを抱[…]

2バルブで半球形燃焼室のツイン点火プラグ! 1989年のゼファー(400)が火をつけたネイキッド・ブーム。 カワサキは1990年にゼファー750、そして1992年にはゼファー1100とビッグバイクでも[…]

ライダーの使い勝手を徹底的に考えて作られたコンパクトナビ 株式会社プロトが輸入、販売するバイク用ナビゲーション「ビーライン モト2」は、ライダーの使用環境に最適化された専用設計モデルである。一般的なカ[…]

レースはやらない社長の信念に反して作成 前述の通り、ボブ・ウォレスがFIAの競技規定付則J項に沿ってミウラを改造したことから始まったイオタ伝説。Jというのはイタリア語に存在しないため、イオタは「存在し[…]

穏やかでない社名は南北戦争に由来。人種差別の意図はないと断言 1991年、成功を収めた弁護士、マシュー・チェンバースが興したバイクメーカー、コンフェデレート。和訳すると「南軍」を意味する社名は、創業地[…]

最新の投稿記事(全体)
ホンダ・スズキと同じく、浜松で創業した丸正自動車製造 中京地区と同様に、戦後間もなくからオートバイメーカーが乱立した浜松とその周辺。世界的メーカーに飛躍して今に続くホンダ、スズキ、ヤマハの3社が生まれ[…]

世界をリードしたCB、CBR、VFR、RVFの歴史を積み上げた経験とこだわりのありったけを注ぎ込む! スーパーブラックバード。米空軍で超高々度を偵察飛行する目的で開発された最高速度記録3529.56k[…]
ASA 機能を搭載したBMWは5機種。いずれもボクサーエンジンのR1300系モデルだ。 BMWのATはスポーツできる! オートシフターの延長技術として長年ASAに取り組んできたBMW 近年、国内外のバ[…]

なぜ「奥尻」なのか? 奥尻のワインディングと絶景を楽しみ、その証としてバイクに旗をなびかせる……。これぞツーリングの醍醐味だろう。奥尻島は、手つかずの大自然と、ライダーを飽き込ませない絶妙なアップダウ[…]
極太ステー×制振構造 本製品最大の特徴は、直径14mmの極太ステー。これにより未舗装路や荒れた路面でもミラーのブレを大幅に抑制。 さらにステー部分には衝撃緩和機構「FRジョイント」を採用することで、転[…]
- 1
- 2